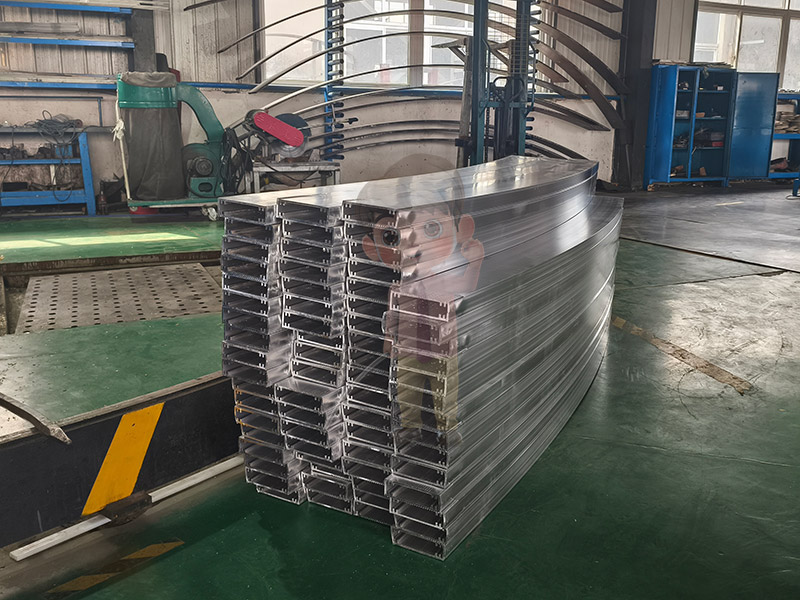







天津拉弯厂介绍
圆弧导轨折弯盛达鸿业科技有限公司(原北京盛达伟业型材拉弯厂)是一家立足京、津、冀地区的厂家,从事型材冷弯拉弯加工业务,配备对应加工设备,可提供型材弯弧加工相关服务,并且获得了GB/T19001-202016/IS09001:2015型材拉弯质量管理体系认证。圆弧导轨折弯件检验标准-科技创新-天津型材拉弯网。
企业在复杂截面和小半径弯曲具有独特(有专利)的拉弯技术,拥有高级工程师2名,熟练拉手8名,技术从业人员50余名,在从事本行业20余年的工作中积累了丰富的加工经验,很多业务已辐射到京津冀地区的同时,更可服务山东、山西、陕西、河南、安徽、江苏、湖南、四川、贵州、江浙、上海、广州、深圳、南昌、内蒙古、东北等多地。